

波形処理/データ収集・ネットワーク機能
波形処理とは
波形とは、下図のようにねじを締付けたときのトルク値の推移を表します。
この機能は、単に締付結果を示すだけでなく、設定したトルク波形範囲と実際の締付けトルク波形を比較し、締付け結果の合否判定をする機能です。
これによりトルクだけでは判定できなかった締付不良を発見します。
用途例
- ・ねじ浮きの判定
- ・製品下穴不良
- ・斜め締付の判定
- ・斜め喰付き時のワーク破損防止
- ・同じポイントの2回締付の判定 ※ワークとねじの種類により、判定条件が異なりますので別途お問合せください。
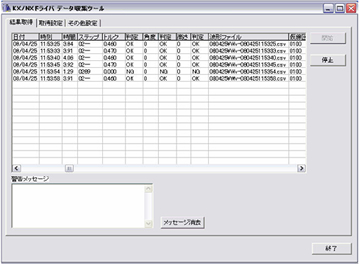
波形処理(事例:ねじ浮き)
OKとNGの波形比較。両者の違いを瞬時に比較、解析することにより、検出を実現。
波形処理仕様の一例(事例:ねじ浮き/本締め区間での設定例)
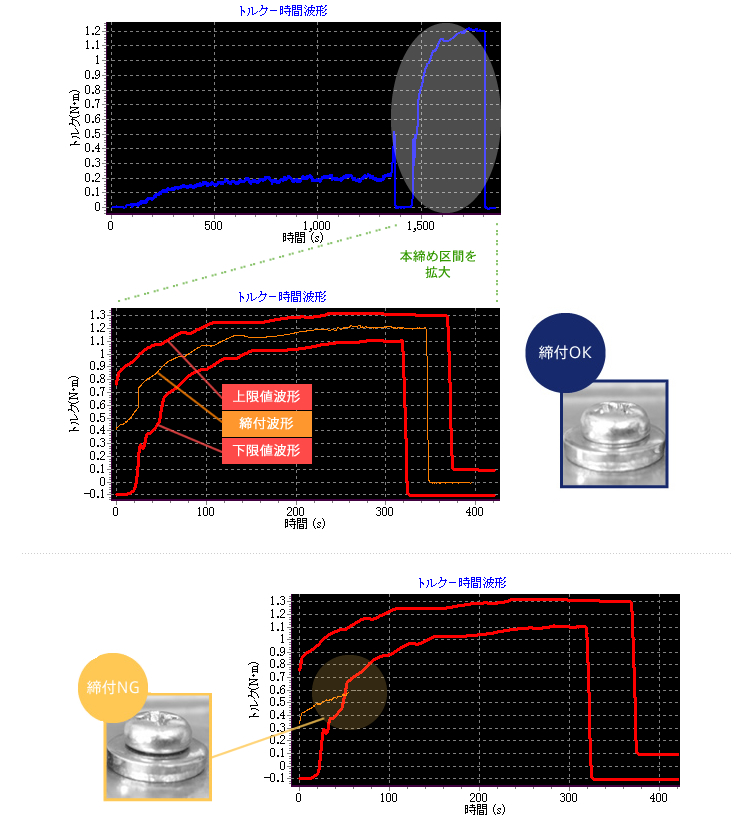
指定区間に対して基準波形をもとに上下限値波形を設定し、その上下限値波形に囲まれたエリアに対し通過判定を行います。
波形処理はリアルタイムで行い、締付トルクがエリアを外れた場合はその場で締付を停止します。
波形処理機能を搭載した製品
| 標準 | オプション | オプション | ||
 |
 |
 |
||
| NXドライバ(SD600Tシリーズ) | KXドライバ(SD550シリーズ) | NXドライバ(SD550Tシリーズ) |
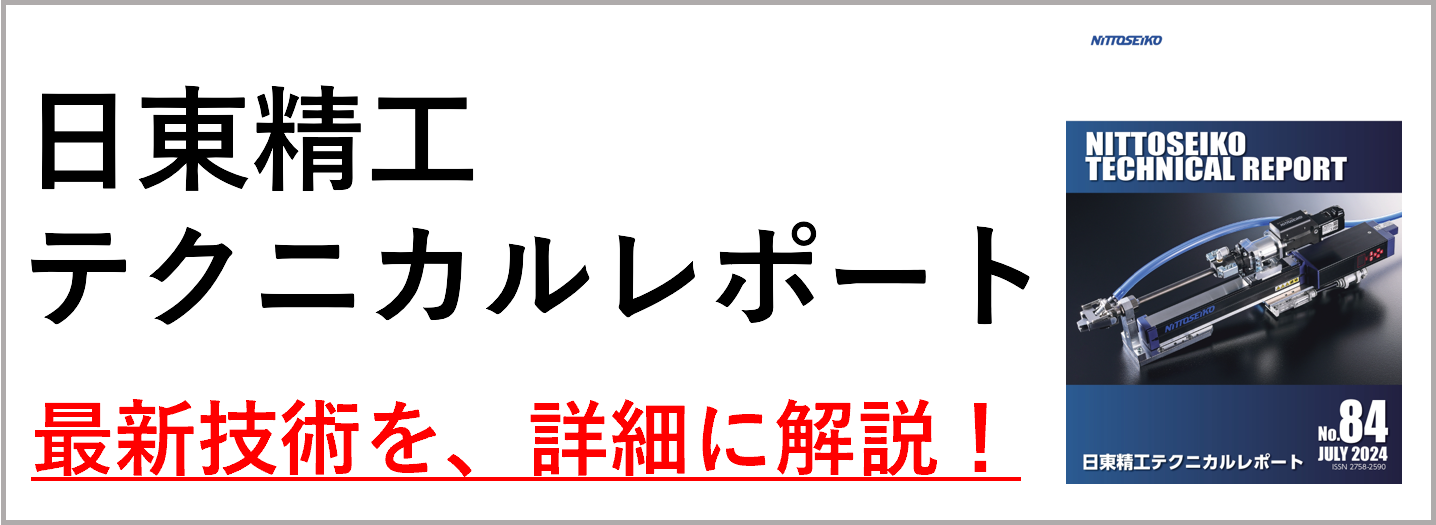
データ収集・ネットワーク機能

波形処理による締付トルク波形の合否判定に加えて、毎回の締付け結果や波形データを保存することができます。
不良発生時には、原因解析につながります。
データ収集・ネットワーク機能を搭載した製品
|
||||
| NXドライバ(SD600Tシリーズ) |




各種製品、採用、一般・その他に関するご相談、ご依頼は、
こちらよりお問い合わせください。
